root

Фотопечать

Имиджевые ковры

Логоматы
Однотонные ковры

Органические красители для текстиля
Чернила CHROMOJET® основаны на пигментах, а не на основе красителя.
Красители представляют собой органические молекулы, которые разбавляют растворителем — обычно, дистиллированной водой.
Пигменты же представляют собой микроскопические твердые частицы, которые растворяются в жидкости для подготовки профессиональных чернил. Пигменты предпочтительнее красителей в том случае, когда для печати требуются свойства долговечности; с точки зрения химической стабильности пигментные чернила значительно превосходят красители.
Пигментные чернила обычно представляют собой сложную смесь различных ингредиентов. Одна из них — макромолекула смолы. Чернила CHROMOJET® используют передовую технологию, известную как «инкапсуляция пигмента». Термин «Инкапсулирующие пигменты» означает, что пигментная частица не просто высвобождается в растворителе, смешанном с частицами смолы, а защищается в оболочке из смолы. В связи с этим пигментные чернила значительно защищены от выцветания под действием света, от воздушных и загрязняющих веществ, и являются водонепроницаемыми. Практически исключается «бронзовый» эффект, проявляющийся на поверхности изображения из-за различия в отражательной способности между областями с высокой и низкой плотностью на отпечатке. Кроме этого, инкапсуляция пигментов делает чернила более текучими, с меньшей склонностью к засорению в соплах печатных машин. В последних сериях чернил CHROMOJET® также имеются чернила для глянца, обеспечивающие еще лучшую поверхность и устойчивость к царапинам.
Высококачественные чернила CHROMOJET® прекрасно работают с одной из лучший технологий струйной печати — печатающими головками EPSON Micro Piezo®.
Печатные головки Micro Piezo основаны на кристаллах кварца, которые могут перемещаться при напряжении возбуждения: чернила выбрасываются из печатающей головки при приложении напряжения, которое вызывает перемещение пьезо-кристалла. Одной из важных характеристик головок Micro Piezo является точный контроль над количеством выбрасываемых чернил, поскольку электронная система жестко контролирует напряжение в соответствии со входным сигналом.
Выброс чернил является механическим, а не тепловым, как при использовании других технологий. Поэтому, можно генерировать капельки объёмом 1,5 пиколитра для изображений высокой четкости и очень точной градации тона. Кроме того, печатающая головка остается свободной от теплового напряжения, что обеспечивает её долговечность.
Пигментные чернила CHROMOJET® представляют собой сложную смесь следующих ингредиентов, предназначенных для микропинговых печатающих головок:
- ПАВ и диспергирующие агенты сохраняют пигменты во взвешенном состоянии и помогают избежать осаждения
- Увлажнители для снижения скорости высыхания чернил в соплах, чтобы минимизировать риски засорения
- Ультратонкие и высоконасыщенные пигменты
- УФ-защитные добавки, поглощающие УФ-излучение и преобразуют их в безвредное для пигмента ИК-излучение
- Смолы для контроля характеристик печатного слоя и защиты от царапин
- Конкретные добавки, регулирующие кислотность, плотность, текучесть и динамическую вязкость

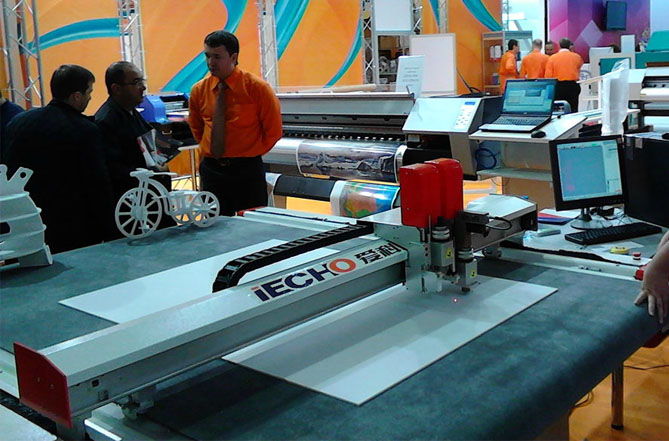
Цифровая резка
iECHO BK-3 - высокоскоростной планшетный раскройный комплекс с рабочим столом на 1700×1300 мм, оснащённый мощными серводвигателями, позволяющими повысить максимальную скорость резки до 1500 мм/с.
Для контроля точности глубины реза, устройство оснащено системой автоматической инициализации ножа, осуществляемой ИК-датчиками.
Плоттер способен наносить контуры изображения, чертить, перфорировать, кроить, вырезать по контуру и биговать с высокой степенью точности на большой скорости.
В работе iECHO BK-3 использует следующие инструменты: перо, фрезерный модуль, биговочное колесо, осциллирующий электрический и пневматический нож, тангенциальный и ротационный нож, ротационный нож с электроприводом, нож для резки тонких пленок/надсечек, а также нож для резки V-образной канавки.
Управление раскройным комплексом осуществляется через контрольную панель рабочей станции, работающей на поставляемом в комплекте программном обеспечении.
Основные характеристики
| Ширина материала | 1700 мм |
|---|---|
| Ширина резки | 1700 мм |
| Точность реза | 0,1 мм |
| Тип подачи материала | Вакуумный |
| Скорость резки | 1500 мм/с |
| Длина материала | 1300 мм |
| Система позиционирования | Оптическая |

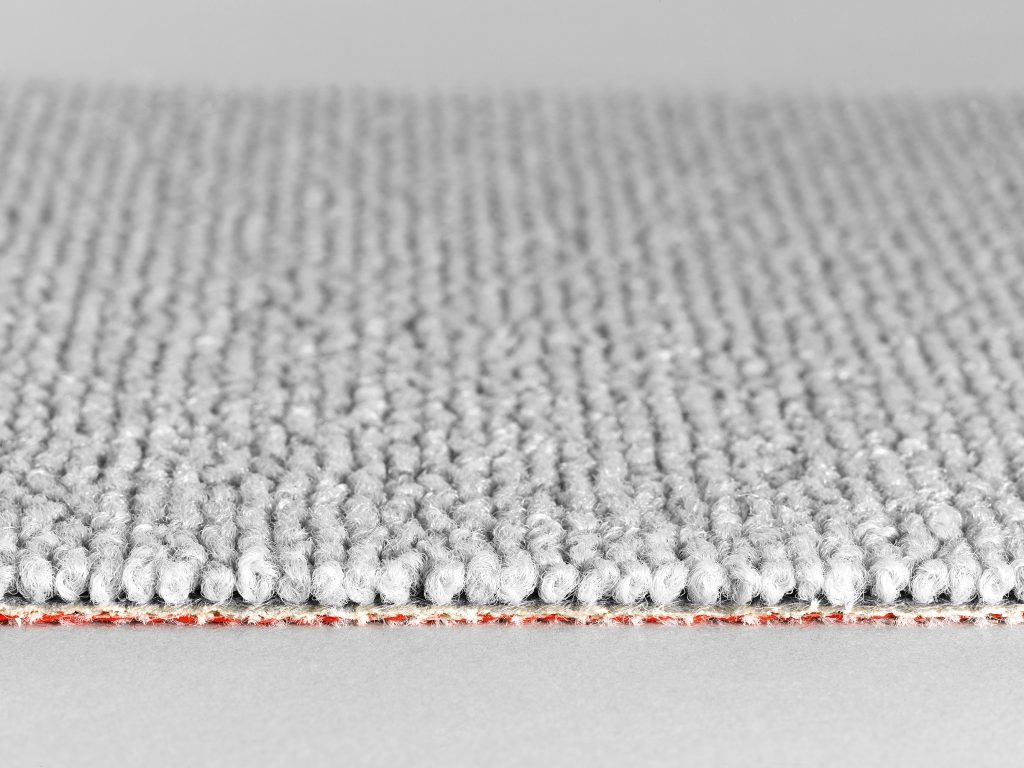
Производство тафтинга
Тафтинг — одна из наиболее распространенных технологий изготовления ковров и ковровых покрытий. Название «Тафтинг» происходит от английского «to tuft» — «стегать» и отражает сущность технологии. Основа ковра — сетка или холст — прошивается пучками ворса, которые затем разными способами закрепляются на изнаночной стороне. После закрепления нити ворса на лицевой стороне могут оставаться петельными, либо разрезаться, формируя разрезной тафтинг.
Внешний вид и свойства ковра определяются технологией тафтинга. В коридорах, холлах, офисах, гостиничных номерах и других общественных местах, плотные петли тафтинга малой длины, как правило, имеют высшую износоустойчивость и хорошо сохраняют внешний вид ковра. Также, обеспечивается поверхность, устойчивая к истиранию офисными креслами или магазинными тележками. Тафтинг-ковры прекрасно подходят для административных зон, офисов и общественных залов.
Различные типы высокоэффективных систем тафтинга имеют различные свойства, как, например, более высокие связки нитей, дополнительную устойчивость к повреждениям, влагонепроницаемость и устойчивость к роспуску краевых нитей. В каждом конкретном случае использования следует обращать внимание на функциональные требования к покрытию.
Понимание конструкции тафтингового ковра помогает определению факторов, которые обеспечивают наилучшие потребительские характеристики в разных помещениях. Коммерческие ковры изготавливается в основном методом тафтинга. В целом, на тафтинговые ковры приходится 95% мирового производства. Впрочем, современные технологии позволяют изготавливать широкий ассортимент и тканевых покрытий.
Тафтинг-процесс — процесс создания текстиля, и в частности ковровых покрытий, на специализированных многошпиндельных швейных машинах. В этих машинах сотни игл прошивают пучки нитей через подложку, называемую первичной основой. Образующаяся петля удерживает нить на месте, образуя тафтинг при вынимании иглы. Нити улавливаются петлителями и, при необходимости, разрезаются лезвиями для разрезного тафтинга. Затем, на получившуюся основу наносится вторичная подложка для обеспечения различных характеристик готового покрытия.
Ключевые шаги в процессе изготовления:
- Нити поступают из бобин в тафтинг-машину
- Первичная подложка подается в тафтинг-машину
- Нити и первичная подложка взаиморасполагаются в тафтинг-машине для прошивания
- Иглы тафтинг-машины многократно прошивают первичную подложку
- Ковровое покрытие прошивается нитями и проверяется
- Заготовка ковра наматывается на большие бобины для следующих шагов производства (окраска, печать, нанесение резиновой или полимерной основы)
Для максимальных характеристик и максимального качества коврового покрытия, очень важен соответствующий требованиям материал волокна нитей. Большая часть производимых ковров содержат одно из четырёх первичных волокон: полиамид (нейлон), полиэфир, полипропилен (PP), шерсть. Синтетические волокна занимают большую часть рынка производства в странах ЕС и в США. Каждый тип волокна различается свойствами долговечности, стойкости к истиранию, цветовой стойкости, стойкости к загрязнениям, лёгкости очистки и четкости цвета.
У всех ковровых покрытий есть система поддержки или химические компоненты, помогающие удерживать тафтинг на месте. Используемые методы и химикаты зависят от требований к характеристикам основы и всего ковра в целом. Во многом эти методы основываются на соображениях цены, рекомендациях производителя и химической совместимости.
Системы коврового покрытия обычно содержат основную подложку и химический адгезив. Часто включается вторичная поддержка. В наиболее распространенной системе пряжа закрепляется в первичной подложке синтетическим латексом, а вторичная подложка (или подушка) прикрепляется с помощью связующего агента или клея для обеспечения дополнительной стабильности пряжи и придаёт высокую геометрическую стабильность структуре ковра.
Вопросы долговечности ковров особенно важны для сложных условий эксплуатации. Очень часто именно рекомендации конечных пользователей ковров помогают определить, какой продукт будет наилучшим образом соответствовать требованиям.
Ограничение доставки ТК Деловые Линии
Уважаемые Заказчики!
Приближаются новогодние праздники.
Предупреждаем Вас, что в связи с этим последняя в этом году отправка заказов ТК Деловые Линии в регионы будет осуществляться 22 декабря.
Просим учитывать это при размещении заказов.
Самостоятельный забор груза Вы можете осуществить до 28 декабря 2017 года.
TEXPRO на выставке CleanExpo Москва
Дорогие друзья!
Наша компания TEXPRO принимает участие в выставке CleanExpo Moscow, 13-15 ноября 2017 г. (www.cleanexpo.ru, www.cleanexpo-moscow.ru)
Приглашаем посетить наш стенд А-205 и ознакомиться с образцами продукции.
Выставка проходит в МВЦ «Крокус Экспо»: Московская область, Красногорский район, г. Красногорск, ул. Международная, д. 16.
Павильон №2, зал №8, стенд А-205.